








Робототехнический комплекс РТК для дуговой сварки
Робототехнический комплекс (РТК) для дуговой сварки построен на базе сварочного робота типа Limat RT 280-6 и сварочного аппарата типа TPS 450 (рисунок 1). По своим техническим данным, аппаратному и программному обеспечению РТК в очень высокой степени оптимизирован для практически всех задач сварки.

Рисунок 1 - Общий вид РТК для дуговой сварки
Общее представление РТК
Робот 3-го поколения Limat RT 280-6 обеспечивает позиционирование сварочной горелки по 6 осям (координатам). Сварочный аппарат формирует ток сварки, осуществляет подачу проволоки, защитного газа и охлаждающей жидкости. Общее управление совместными действиями робота и сварочного аппарата осуществляет мощный компьютер типа LSI-11/73.
Основные возможности РТК:
" функционирование возможно либо в стоячем, либо в подвешенном положениях;
" система управления движениями контурного типа с круговой интерполяцией сварочных шагов;
" высокая точность позиционирования - до 0,05 мм; " большая рабочая зона (рисункок 2);
" программирование сварочных задач методом обучения с помощью пульта обучения;
" два режима ручного перемещения: нелинейное одноосное движение (режим Machine) или линейное многоосное (линии декартовой системы координат - режим World);
" автоматическое управление током сварки (очувствление шва);
" автоматическое управление подачей проволоки и выбор оптимальной скорости подачи проволоки; " величина тока сварки до 500А; " выбираемый материал для сварки: сталь, CrNi, AlSi, AlMg, Al;
" выбираемый диаметр проволоки от 0,8 мм до 1,6 мм включительно;
" выбираемый тип защитного газа: CO2, Ar, Ar/CO2;
" пневмоочистка сварочной горелки;
" система автоматического регулирования температуры горелки с водяным охлаждением;
" автоматическая защита горелки от механических столкновений;
" резервирование электропитания шкафа управления при отключениях сетевого питания;
" автоматическое регулирование температуры в шкафу управления;
" пылезащищённость шкафа управления;
" внешние запуски управляющих сваркой программ по выбору пользователя из 6 программ с пульта оперативного управления;
" хранение параметров сварки и управляющих сваркой программ на дискетах;
" возможности расширения рабочей зоны за счёт добавления новых осей (программное обеспечение и пульт обучения поддерживают до 16 осей);
" защита от неправильного заземления и малого сопротивления изоляции.
Робот Limat RT 280-6
Прецизионный робот Limat RT 280 имеет 6 осей вращающихся сочленений в жёсткой литой алюминиевой конструкции, которая монтируется на новом и исключительно функциональном основании на малой поверхности. Благодаря форме конструкции, может быть получен расширенный рабочий диапазон, в сравнении с подобными системами, для которых характерно применение короткой, быстродействующей руки.
Ось главного привода спроектирована как расширяемая опора (нога) угловой машины, на эту опору опираются две вращающиеся руки смонтированные одна на другой. В окончании рук инсталлирован специальный наконечник с пустотелой оправкой, на которой монтируется и с которой быстро снимается сварочная горелка, она может быть перемещаема вокруг двух дополнительных осей. Передняя рука может дополнительно перемещаться вокруг этих продольных осей. Благодаря расширенному диапазону шарнирных движений эта система позволяет не деформировать сборку фидера.
Робот может быть установлен как в стоячем, так и в подвешенном положениях. Он отличается особенно жёсткой и твёрдой конструктивной формой, а также применением полностью новых беззазорных уменьшенных узлов, гарантирующих высокую точность и долговечность.
Основной конструктивной особенностью робота является то, что он имеет оси с большими углами поворота и короткие малоинерционные плечи, что позволяет достичь большой рабочей зоны робота и оптимально располагать сварочную горелку в пространстве, даже в случае если положение детали затрудняет доступ к сварочному шву.
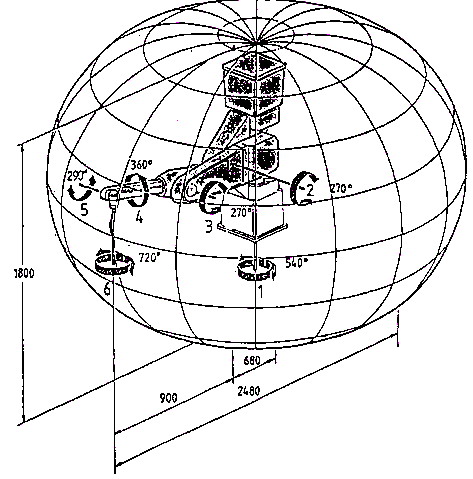
Рисунок 2 - Рабочая зона робота RT 280-6
Место соединения сварочной горелки с "кистью" робота (со встроенным датчиком столкновений) позволяет достичь чрезвычайной гибкости робота. Такая конструкция также предохраняет закручивание пакета шлангов вокруг руки робота, даже после нескольких оборотов сварочной горелки вокруг своей оси.
Для осуществления беззазорной силовой передачи в основных степенях подвижности в роботе используется подпружиненная двойная шестерня специальной конструкции (рисунок 3). Допуска этих конструкций позволяют достичь мягкой бесшумной работы, долгого срока службы, поэтому эти узлы практически не требуют регулировки в процессе работы. Благодаря этим особенным характеристикам зубчатых передач и системе уравновешивания веса руки робота не требуется специальных тормозов в приводах.
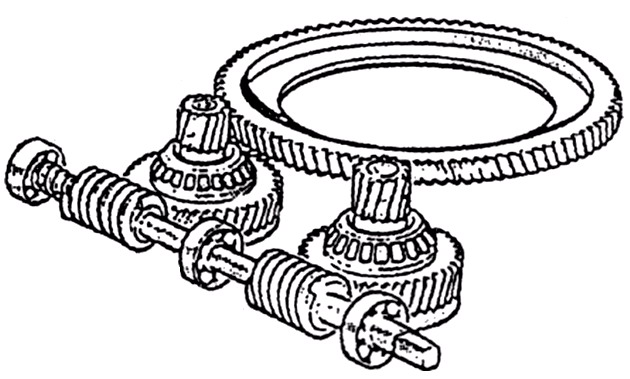
Рисунок 3 - Подпружиненная двойная шестерня специальной конструкции
Аппаратная часть системы управления
Все устройства управляются компьютером верхнего уровня типа LSI -1/73 с объемом памяти 1 Мбайт (возможно расширение до 2 Мбайт) и соответствующей периферией. Модульная система имеет интерфейсы для последующих расширений системы. 21 дискретный входной и выходной сигналы позволяют управлять периферией робота. Двумя аналоговыми выходами, поставляемыми в стандартной комплектации, обеспечивается формирование аналоговых сигналов управления источником сварочного тока.
Гибкий дисковод (3.5", 720 кБ) поставляется для хранения базовых и рабочих управляющих программ. По запросу может быть поставлен дополнительный диск - винчестер.
Преимуществом системы управления РТК IGM является то, что положение каждой оси робота управляется отдельным осевым компьютером (контроллер позиционирования) с циклом 1 миллисекунда. Управляющее напряжение соответствующего двигателя, таким образом, регулируется напрямую и тахогенератор (датчик скорости) не требуется. Алгоритм управления учитывает отклонения от положения, заранее определенные компьютером верхнего уровня, возможное отклонение шагов, а также различные характеристики динамических свойств соответствующей оси. Цифровая обработка данных обеспечивает плавные и высокоточные движения.
Все управляющие элементы располагаются, на разъёмах в полностью закрытом и охлаждаемом шкафу управления (рисунок 4). Внутренние соединения выполнены в печатном виде и в виде гибких кабелей. Соединительные с роботом кабели снабжены разъёмами.
В стандартную поставку включён также пульт оперативного управления (рисунок 5). Он предназначен для управления РТК в автоматическом режиме. Пульт снабжён переключателем для выбора необходимого режима работы ("Ручной/Тест/Автомат"), имеет кнопки для 6 внешних стартов разных управляющих программ, кнопку "Стоп программы", кнопки "Включить приводы " и "Выключить приводы", кнопку "Аварийный останов".

Рисунок 4 - Шкаф управления

Рисунок 5 - Пульт оперативного управления
Программное обеспечение
Компьютер многопроцессорной системы служит для высокоточного управления движением по траектории; его программное обеспечение специально разработано для требовательных приложений, для обеспечения быстрого программирования и для оптимизации операций для всех задач дуговой сварки. Манипуляции могут быть просто реализованы с помощью пульта обучения новой конструкции, поэтому использование данного устройства эффективно даже в мелкосерийном производстве.
Система управления вычисляет последовательность перемещений всех осей с тем, чтобы достичь линейной интерполяции при ручном управлении в сварочных и несварочных шагах или чтобы достичь круговой интерполяции в сварочных шагах. Специальные алгоритмы управления обеспечивают высочайшую точность позиционирования независимо от расстояния между программируемыми точками. Программное обеспечение ориентировано на область применения робота для всех задач роботизации дуговой сварки. Особенное внимание было уделено требованиям удобства сварки при производстве малых серий.
Благодаря интеграции в программное обеспечение таблиц данных, содержащих параметры сварочных процессов, и благодаря разработке нового, просто воспринимаемого метода программирования, эта система представляет собой с многих точек зрения абсолютно новый стандарт в создании шаговых программ.
Другой важной особенностью программного обеспечения является техника универсальных субменю, а также усовершенствованное оборудование сенсорики и дополнительные возможности системы управления.
Программирование методом обучения
Благодаря новому методу программирования рабочие программы могут создаваться с помощью переносного пульта обучения (рисунок 6). Для этой цели только ключевые точки сварочных швов запоминаются подводом к ним горелки в ручном режиме (угловые точки прямолинейных швов, промежуточные точки в случае круговых швов). Далее для окончательной отработки шага, вводом с пульта и с отображением на дисплее, определяются необходимые сварочные параметры (скорость, напряжение и ток) или другие дополнительные инструкции.

Рисунок 6 - Переносной пульт обучения
Программа хранит последовательности сварочных шагов. Для ввода в программу конфигурации шва необходим его номер. Все необходимые данные программы и случайные ошибки программирования демонстрируются на дисплее. Программы корректируются стиранием, коррекцией или введением новых шагов. Сварочные параметры также могут быть оптимизированы (по характеру дуги) во время отладки программы.
Дополнительный источник питания
Компьютер системы управления РТК содержит модули RAM памяти. Такая система дает пользователю преимущество применять все дополнительно необходимые программы без замены EPROM's, Нет необходимости вызывать техника, так как все новые версии программного обеспечения поставляются на гибких дисках и могут быть легко записаны в память.
Однако в случае прекращения подачи электроэнергии приходится перезагружать базовую программу РТК и действующие шаговые программы через гибкий дисковод или винчестер.
Для дополнительной поддержки питания применён источник резервного питания. К нему, в случае отключения сетевого питания, автоматически подключается вся система управления (включая датчики положения). Рабочая управляющая программа, выполняемая в этот, момент останавливается. Но после восстановления сетевого питания появляется возможность простым нажатием стартовой кнопки продолжить и завершить прерванную программу.
Приводы осей робота
Приводы шести осей робота построены на двигателях постоянного тока. Благодаря специфическому методу управления обеспечиваются отличные динамичные показатели системы управления и высокая точность позиционирования.
Для контроля положения в приводах робота используются импульсные датчики положения, монтируемые на конце вала двигателя. Высокое разрешение рабочего диапазона обеспечивается количеством 4096 импульсов на оборот. Все погрешности вычислений и измерений устраняются с приходом сигнала от инициатора (индуктивный датчик) при достижении осью нулевого положения.
Сварочный аппарат TPS 450
Сварка осуществляется транзисторным источником типа TPS 450 Traaspulssinergic фирмы Fronius (рисунок 7). Его высокая степень управляемости обеспечивается частотой пульсации до 60 кГц.
Благодаря устройству компенсации напряжения источник может справиться с колебаниями напряжения в сети. Отдельный процессор контролирует и оптимизирует частоту в соответствии с запрограммированными сварочными процессами и выбранными материалами. В полном диапазоне мощности, таким образом, можно постоянно контролировать сварочные процессы с помощью только одного основного заданного напряжения, используя всегда оптимальные параметры, которые обеспечивают сварку практически без разбрызгивания. Благодаря своей высокой надежности этот источник применяется в РТК. Другим важным преимуществом является его высокий КПД, который, по сравнению с аналогичными источниками, позволяет экономить до 25% электроэнергии.

Рисунок 7 - Сварочный аппарат TPS 450
Источник снабжен числовым дисплеем сварочного тока и напряжения, а также замкнутой охлаждающей системой для сварочной горелки. Все необходимые кабельные соединения поставляются с изделием.
Сварочные горелки
Все сварочные горелки, поставляемые как стандартное оборудование с роботом, имеют высокопрочную конструкцию и снабжены разъемом для водяного охлаждения и быстрой смены горелки.
Они пригодны для пневматической очистки сжатым воздухом под давлением минимум 7 бар (рисунок 8) и возможно использование газового сопла как сенсора для сдвига программ.

Рисунок 8 - Пневматическая очистка
Механизм подачи проволоки
Для осуществления подачи проволоки поставляется устройство типа VS (рисунок 9), которое выгодно отличается своим надёжным 4-роликовым приводом. Тахогенератор на приводном двигателе контролирует скорость подачи проволоки, отправляет сигнал обратной связи по скорости в систему управления, которая автоматически поддерживает значение скорости в соответствии с заданием скорости. Для пневматической очистки горелки стандартно поставляется соленоидный клапан и устройство впрыска специальной жидкости. Стандартно также поставляется система контроля потока воды и газа с регуляторами.
Механизм снабжен держателями для катушек сварочной проволоки (15 кг) и имеет центральный коннектор для пакета шлангов.
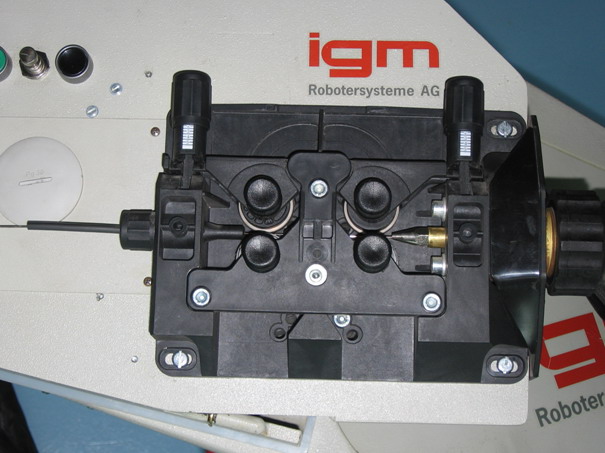
Рисунок 9 - Устройство подачи проволоки
О фирме IGM
Фирма IGM Robotersysteme AG - лидер в производстве робототехники для дуговой, лазерной сварки и резки.
Резиденция: Wiener Neudorf, Австрия.
Начиная с 1980г., фирма IGM Robotersysteme AG создала 4 поколения роботов собственной конструкции, разработанных специально для дуговой сварки. На сегодняшний день в мире работает несколько тысяч РТК фирмы IGM.
С 1984 года фирма IGM поставляет свою технику в Россию. Всего на предприятия России поставлено свыше 120 роботов в РТК.